Диффузионная сварка в вакууме
Сварка происходит благодаря взаимной диффузии частиц ввариваемых материалов при соприкосновении их поверхностей.
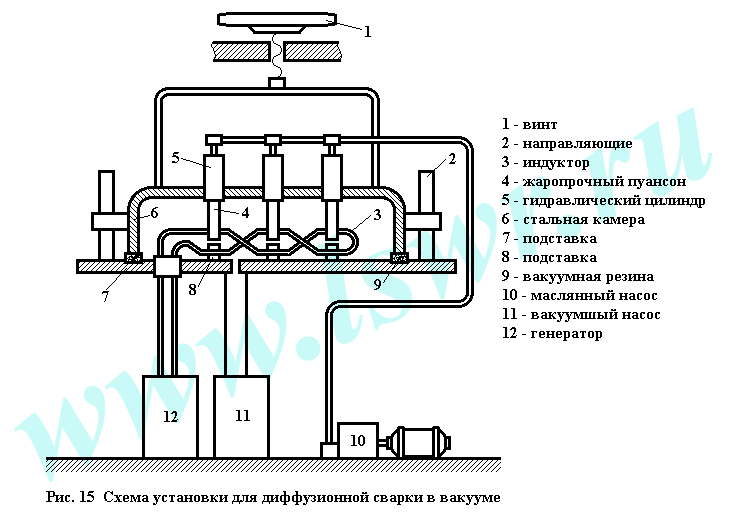
Установка для сварки (рисунок 15) состоит из стальной камеры 6, установленной на подставку 7, и уплотненной вакуумной резиной 9. Камера перемещается по направляющим 2 и прижимается к подставке 7 и винтом 1. Вакуум-насосом 11 в камере создается вакуум с остаточным давлением всего 10-3 – 10-5 мм.рт.ст. Такие образом, в камере отсутствует кислород, могущий окислять поверхность свариваемых деталей. Подлежащие сварке детали помещают между подставками 8 и жаропрочными пуансонами 4, которые сжимают детали давлением, создаваемым в гидравлических цилиндрах 5 масляным насосом 10. нагревание деталей в процессе сварки производиться индуктором 3, питаемым током высокой частоты от генератора 12.
Удельное давление при сварке составляет от 0,3 до 10 кг/мм2, в зависимости от температуры сварки и рода свариваемых материалов. Поверхности деталей перед сваркой должны быть обработаны с высокой степенью чистоты и очищены от окислов, загрязнений и влаги. Температура нагрева деталей задается электронным терморегулятором, а время сварки – электронным реле времени.
Диффузионная сварка применяется в приборостроении, производстве специального инструмента, электронных приборов и др. Этим способом не только сваривают мелкие детали, но и изготовляют крупногабаритные изделия, например рабочие колеса турбокомпрессоров из хромоникелевой стали диаметром 460 мм.
Диффузионным способом можно сваривать однородные и разнородные металлы, сплавы и металлокерамические материалы, в том числе – тугоплавкие, которые невозможно соединять другими способами.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.