Сварочные электроды AG E NiFe-CI d= 4,0x350 2.0 кг/пач

уточняйте у менеджеров.

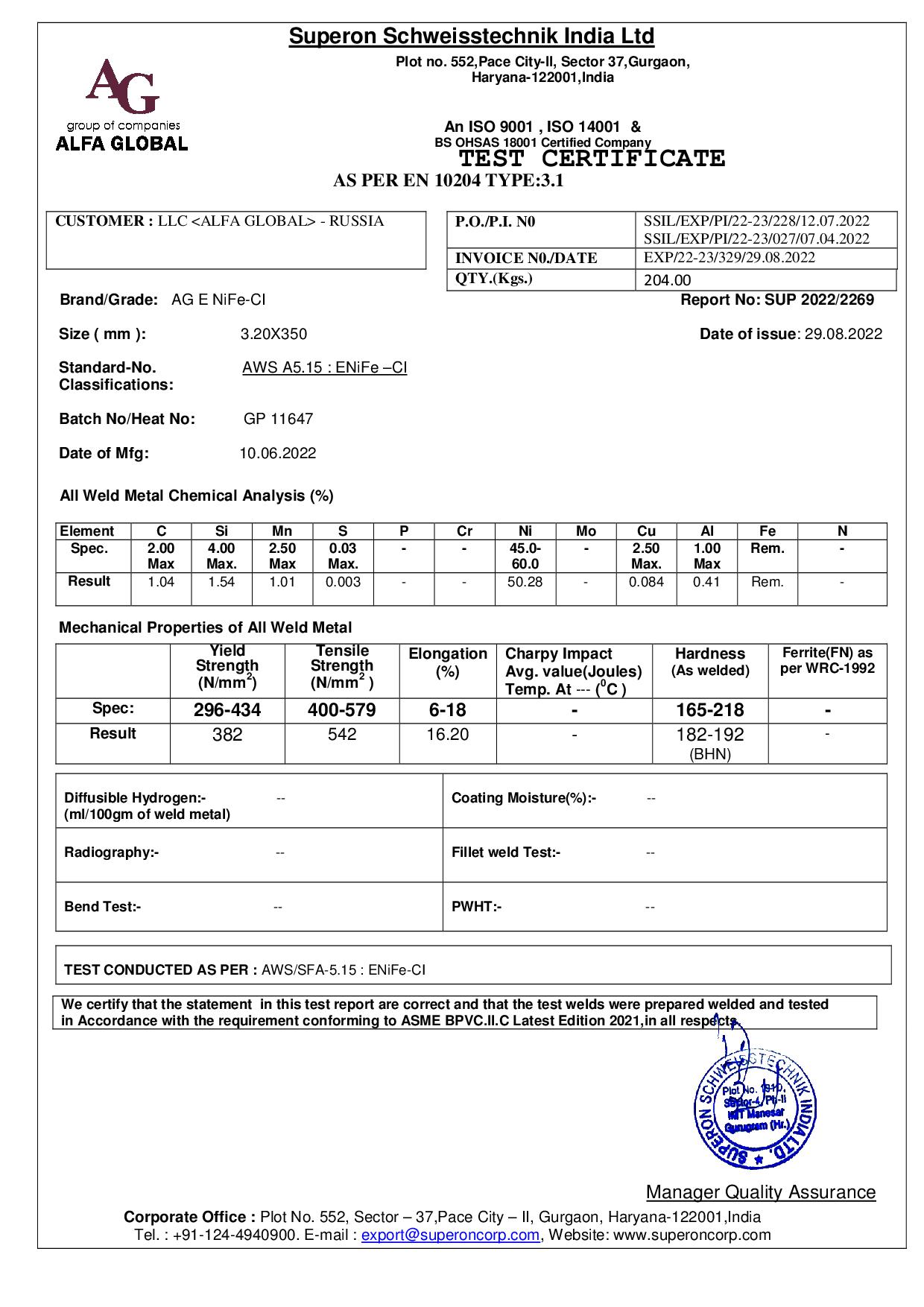
AG E NiFe-CI – железоникелевый электрод с графитовым покрытием для сварки серого, шаровидного и ковкого чугуна
- AWS A5.15: E NiFe-CI
- Тип электрода: никелевый
- Ø4.0х350 мм - 2.0 кг/пач
- Упаковка: VACPAC в картонной коробке в пленке
- Цена указана за минимальную упаковку
Бесплатная доставка (в пределах КАД) при заказе от 20 000 руб.
Доставка в любой регион РФ Транспортными компаниями: "Деловые линии" и др.
Самовывоз: 192102, Санкт-Петербург, ул.Самойловой, д.5, лит.А
В ассортименте
| Артикул | Наименование | Диаметр, мм | Вес упаковки, кг | Вес паллеты, кг | Минимальный заказ, кг | НАКС | Цена, руб./уп. | Купить |
|---|---|---|---|---|---|---|---|---|
| A-3-NICI-25-2 | AG E Ni-CI d= 2,5x350 2.0 кг/пач | 2.5x350 | 2.0/10.0 | 2.0 | - | 16 235 р. | В корзину | |
| A-3-NICI-32-2 | AG E Ni-CI d= 3,2x350 2.0 кг/пач | 3.2x350 | 2.0/10.0 | 2.0 | - | 16 128 р. | В корзину | |
| A-3-NICI-40-2 | AG E Ni-CI d= 4,0x350 2.0 кг/пач | 4.0x350 | 2.0/10.0 | 2.0 | - | 16 128 р. | В корзину |
Описание:
AG E NiFe-CI — железоникелевый электрод с графитовым покрытием подходит для сварки и ремонта серого, шаровидного и ковкого чугуна. Металл, наплавленный электродом AG E NiFe-CI имеет однородную структуру и высокоустойчив к растрескиванию. Наплавку рекомендуется проводить в продольном направлении, без поперечных движений электродом. Сразу после наплавки, пока валик имеет темно-красный цвет его рекомендуется проковать. Сварка должно производиться на чистой, обезжиренной поверхности с предварительной шлифовкой места соединения. Охлаждать после сварки максимально медленно, межпроходная температура не более 65°C. Электрод AG E NiFe-CI рекомендуется для сварки разнородных элементов из чугуна и сталей.
Применяется при заварке и ремонте литейных дефектов, ремонте блоков двигателей, корпусов инструментальных машин, редукторов, корпусов насосов, литых деталей и т.д.
Технология ремонта/сварки/наплавки:
- Брать по возможности наименьший диаметр электродов, будет меньше тепловложение и меньше трещин.
- В зависимости от толщины свариваемого металла делают U-образную или двойную U-образную разделку.
- Зачистить свариваемые кромки до металлического блеска.
- Держать электрод строго вертикально, варить только короткой дугой.
- Время горения дуги 3–5 секунд, либо шов длиной не более 10-ти диаметров электрода.
- Сразу же после гашения дуги делать проковку наплавленного валика пневмомолотком (обычным молотком) с закругленными краями рабочего инструмента, так как острые края молотка создадут концентраторы и в их месте расположения образуются трещины.
- Клепать надо валик по всей его длине пока он красный и не посереет (не остынет).
- Особенно проковка необходима при сварке/ремонте серых (хрупких) пластинчатых чугунов (марки СЧ…).
- Межпроходная температура не более +60°С.
- Следующий валик варим на расстоянии (с раскладкой) в другом месте.
- Повторно зажигайте дугу на сварном шве, а не на основном материале.
- Ток сварки выбираем в соответствии со Спецификацией на электроды, как можно меньший, но обязательно обеспечить СПЛАВЛЕНИЕ.
Рекомендации по применению:
- Полярность: DC(+)
- Допускается сварка во всех положениях кроме сверху вниз
AG E NiFe-CI – железоникелевый электрод с графитовым покрытием для сварки серого, шаровидного и ковкого чугуна
| C | Si | Mn | S | Ni | Cu | Al | Fe |
|---|---|---|---|---|---|---|---|
| 2.00 Max | 4.00 Max | 2.50 Max | 0.03 Max | 45.0-60.0 | 2.50 Max | 1.00 Max | остаток |
| Термообработка | Предел текучести | Предел прочности | Относительное удлинение | Твердость |
|---|---|---|---|---|
| МПа | МПа | % | HB | |
| после сварки | >360 | >550 | - | 190 |
| Ø электрода, мм | 2.5 мм | 3.2 мм | 4.0 мм |
|---|---|---|---|
| Значение тока, А | 50–70 | 70–90 | 100–130 |
{kind=link}