Электрошлаковая сварка
слой жидкого флюса 4. Дуга 5 между проволокой и металлом горит только в начале процесса. В дальнейшем при достаточно большом слое жидкого флюса 4 дуга гаснет, и ток проходит только через жидкий шлак. Выделяющееся тепло расплавляет кромки свариваемого металла и присадочные стержни, образуя сварочную ванну 6. Сварочная головка перемещается снизу вверх вместе с ползунами-кристаллизаторами 7, изготовленными из меди и охлаждаемыми водой, циркулирующей в каналах. Ползуны формуют металл шва 8. Сварочная зона располагается при этом в верхней части формующего устройства.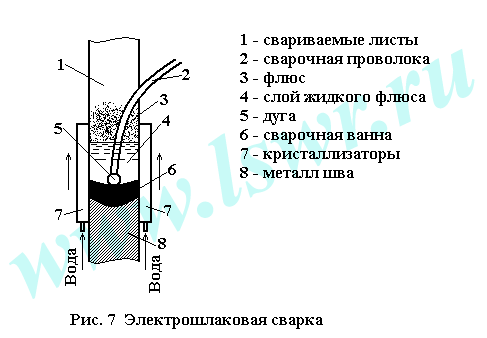
Электрошлаковым способом сваривают толстостенные барабаны котлов высокого давления, валы гидравлических турбин, станины прокатных станов и мощных процессов, а также другие крупные детали из металлов толщиной до 2500 мм.
Литература:
И.И.Соколов, Газовая сварка и резка металлов. Изд. «Высшая школа», м., 1978.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.