Лазерная сварка
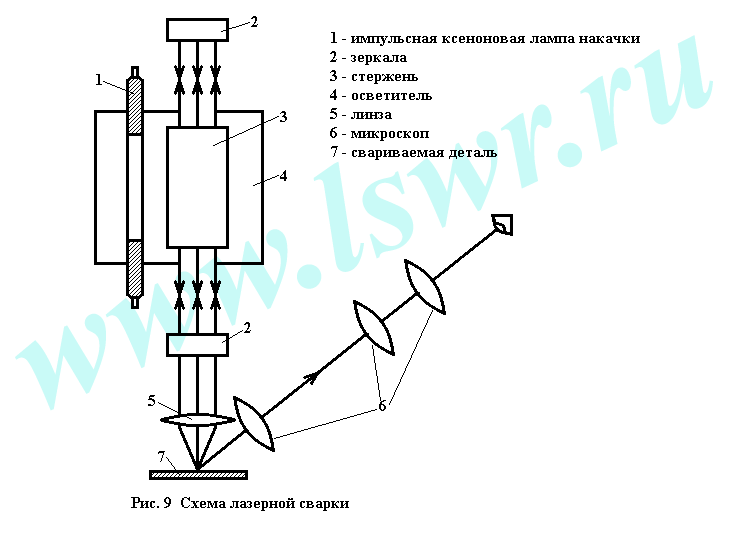
Схема лазерной сварки показана на рисунке 9. В установку входят стержень 3 из активного материала (например, искусственного рубина (искусственный рубин представляет собой корунд высокой чистоты (Al2O3) с примесью хромпика (Cr2O3) в количестве, обеспечивающим содержание в рубине хрома 0,05 %. Бледно-розовый цилиндрический кристалл диаметром 6-10 мм, длинной 100 мм)) и импульсная ксеноновая лампа накачки 1, которые размешены в зеркальной полости осветителя 4. При разряде высоковольтной батареи конденсаторов лампа дает импульсные вспышки света ,которые возбуждают присутствующие в рубине атомы хрома. При определенном уровне энергии возбуждения этих атомов испускаемые ими лучи, отражаясь от зеркал 2, частично выходят через полупрозрачное нижнее зеркало наружу. Эти лучи образуют тонкий пучок интенсивного красного цвета, несущий поток энергии, который собирается линзой 5 и фокусируется на свариваемой детали 7. Наблюдение за процессом сварки ведется через микроскоп 6. Длительность импульса излучения составляет около 10 тысячных долей секунды – 10 мсек. Плотность потока тепловой энергии, сфокусированного на детали, очень высока и составляет 1×1010 Вт/см2. Размер пятна в месте нагрева 80–500 мк (микрон). Лазерным лучом можно сваривать в атмосфере, в защитных газах, в вакууме (в том числе в запаянных стеклянных сосудах, из которых выкачан воздух, т.е. вести сварку через стеклянную стенку). Толщина свариваемых металлов достигает 0,5 мм. Применяют соединения встык, внахлестку, втавр, угловые, присваивают тонкие детали к толстым и т.п. Этот способ применяется в микроэлектронике для сварки проволок и плоских выводов толщиной 0,05-0,5 мм. Им сваривают никель, медь, золото, ковар (железоникелькобальтовый сплав), нержавеющую сталь, тантал, медь с танталом и др. Лазерным световым лучом, например, можно приваривать никелевую фольгу толщиной 50 мк в напыленному на стекло слою из алюминия, хрома, меди или золота.
Также в конструкциях лазеров непрерывного действия вместо рубина используются иттриевоалюминиевый гранат с примесью неодимия, дающий длину волны светового излучения 1,06 мк, при максимальной мощности 183 Вт.
В газовых лазерах в качестве активной среды применяют газовые смеси: гелий-неоновую, неоно-кислородную, аргоно-кислородную, а также инертные газы, азот, бром, окись углерода, углекислый газ, пары цезия и другие.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.