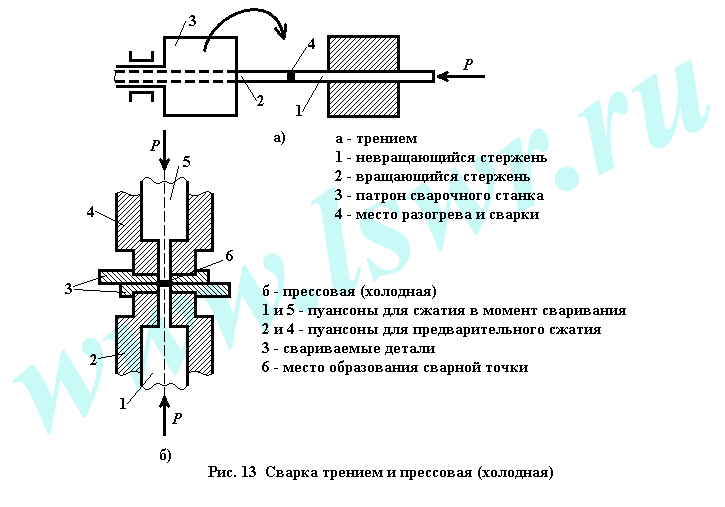
Сварка трением
Сварка осушествляется при нагревании теплом, выделяющимся при взаимном трении торцов свариваемых стержней, с последующим сжатием их осадочным давлением. При сварке торцы нагреваются трением до 1200 ℃.
Для вращения и сжатия деталей применяют специальные стенки, по механической схеме напоминающие токарные. Данным способом сваривают режущий инструмент и стержни круглого сечения из стали, чугуна, латуни, меди и алюминия диаметром 10-70 мм, а также трубы наружного диаметра до 160 мм и толщиной стенки до 15 мм.
Литература:
И.И.Соколов, Газовая сварка и резка металлов. Изд. «Высшая школа», м., 1978.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.