Сварка ультразвуком
Сварка ультразвуком осуществляется вследствии совместного действия на свариваемые поверхности ультразвуковых механических колебаний высокой частоты (свыше 20 кГц) и небольших сжимающих усилий.
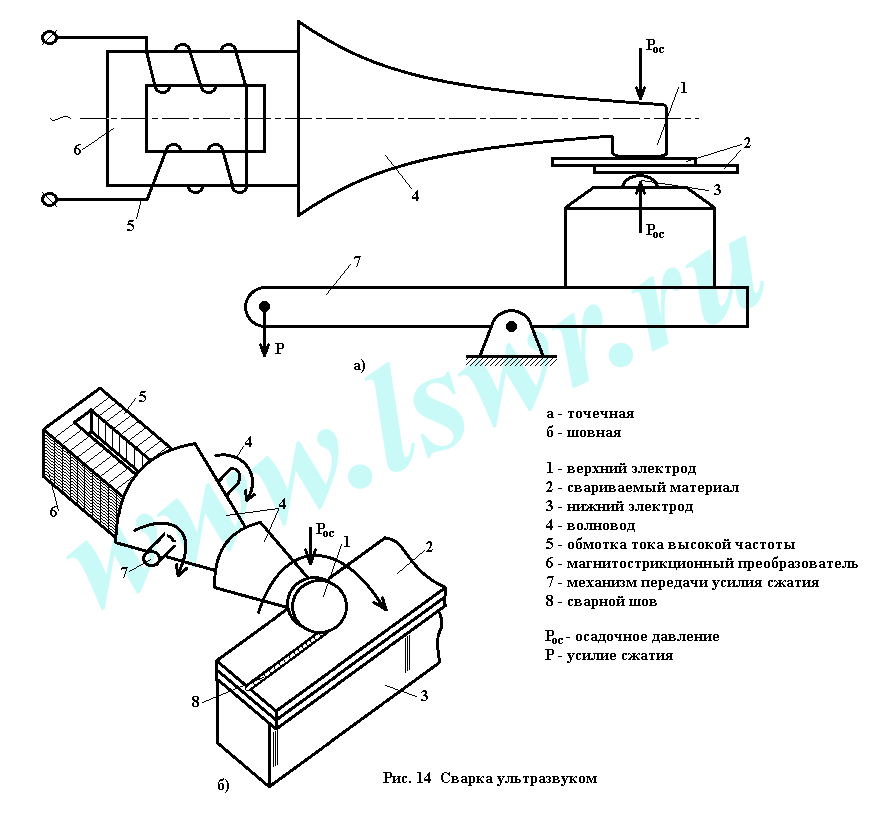
Ультразвуковые колебания образуются в специальных высокочастотных генераторах мощностью 3-10 кВт и магнитострикционных (магнитострикция – изменение размеров тела при намагничивании) преобразователях. Колебания и давления передаются свариваемым деталям через специальное устройство (рисунок 14). Колебания вызывают местные деформации материала, интенсивное вытеснение из зоны сварки окисных пленок и других загрязнений, нагревание и появление точек схватывания в результате возникновения сил связи между чистыми поверхностями свариваемого материала.
Сваривание происходит при значительно более низкой температуре, чем, например, при контактном электронагреве. Ультразвуком можно сваривать поверхности, покрытые окисными пленками значительной толщины.
Этот способ нашел применение в приборостроении, радиоэлектронике для металлов малых толщин (до 1,5 мм), например, при сварке металлов – хромель-алюмель (350 ℃); при сварке изделий из пленок термопластиков толщиной 0,05-0,5 мм, а также для приварке тонких обшивок к несущему каркасу изделий.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.