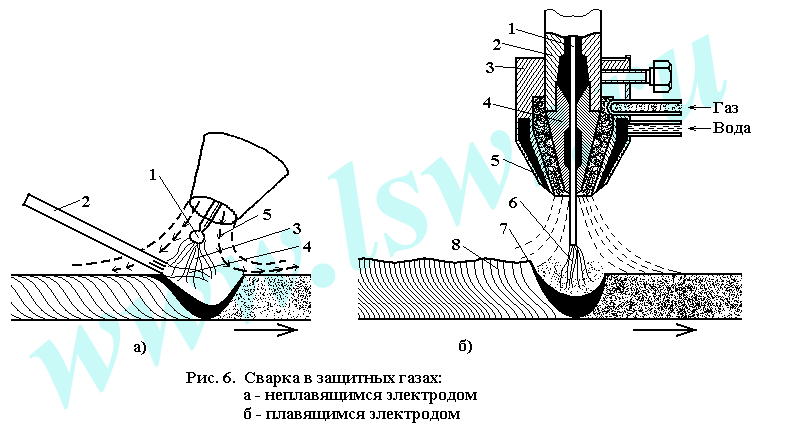
Сварка в защитных газах (аргоне, гелии, углекислом газе)
К сварочной дуге 3 (рисунок 6, а) защитный газ 5 подводиться через кольцевой мундштук, внутри которого расположен неплавящийся вольфрамовый электрод 1. Дуга расплавляет присадочный пруток 2 и кромки основного металла, образуя сварочную ванну 4. При сварке плавящимся электродом (рисунок 6, б) в качестве прутка используется проволока 1 из металла соответствующего состава. Дуга 6 расплавляет конец проволоки и кромки основного металла, образуя сварочную ванну 7 шва 8. Электродная проволока подается специальным механизмом через мундштук 2 головки 3 и токопроводящий наконечник 4. Сопло 5, через которое в дугу поступает защитный газ, иногда охлаждается водой. Наличие защитного газа вокруг дуги и сварочной ванны обеспечивает высокие механические свойства наплавленного металла. Поэтому в защитных газах сейчас сваривают многие конструкции, в том числе наиболее ответственные.
Аргонно-дуговая и гелиево-дуговая ручная, полуавтоматическая и автоматическая сварка применяется при соединении тонкостенных изделий из труб и листов углеродистых, низколегированных и нержавеющих сталей, магниевых и алюминиевых сплавов, титана, циркония, а также ряда других сплавов.
В качестве защитных газов используются смеси аргона с кислородом и водородом.
При полуавтоматической и автоматической сварке углеродистых и легированных сталей плавящимся электродом в качестве защитного газа используется более дешевый углекислый газ. В этом случае для связывания свободного кислорода и восстановления окислов железа в сварочную проволоку вводят до 0,8-1,2 % кремния. Способ сварки и наплавки сталей в углекислом газе обеспечивают высокую производительность, хорошее качество и является одним из распространенных методов полуавтоматической и автоматической сварки стали.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.