Сварка, виды и способы сварки
Сваркой называется процесс неразъемного соединения металлических изделий путем местного нагревания их до расплавленного или тестообразного (пластичного) состояния (без применения или с применением механического усилия). Существует также способ прессовой («холодной») сварки, при котором свариваемый металл не подвергается нагреву, а сварка происходит только в результате сжатия деталей механическим усилием.
Сварка является одним из способов обработки материалов сосредоточенными (концентрированными) потоками энергии. Для получения прочного соединения свариваемых частиц металла необходимо, чтобы их поверхности, соприкасающиеся друг с другом, были свободны от пленок окислов и других загрязнений.
Применяемое при сварке давление, называемое осадочным давлением, способствует свариванию, так как вызывает пластическую деформацию (осадку) металла в месте соединения. При этом разрушается поверхностный слой металла, вследствие чего имевшиеся на нем окислы удаляются из зоны сварки; частицы чистого металла вступают в тесное соприкосновение друг с другом и свариваются.
Величина осадочного давления зависит от вида металла и его температуры в месте сваривания. Для сваривания двух частиц металла в одно целое нужно сблизить их атомы настолько, чтобы между ними начали действовать силы взаимного притяжения. Это возможно при расстоянии между атомами около 4 × 10-8см. В металлах электроны, расположенные на внешних орбитах атомов, слабо связаны с ядрами последних. При достаточном сближении свободные электроны образуют общее электронное облако, что обуславливает их прочную связь.
Сварка осуществима при следующих условиях
- применении очень больших удельных давлений сжатия деталей, без нагрева
- нагревании и обновременном сжатии деталей умеренным давлением
- нагревании металлав месте соединения до расплавления, без применения давления для сжатия
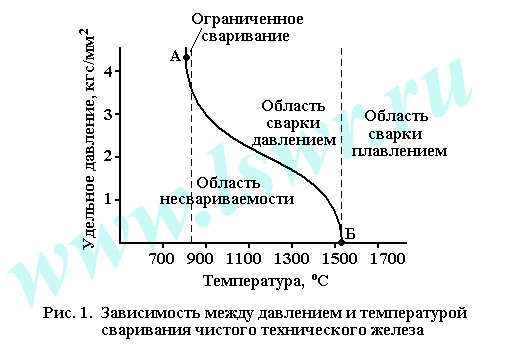
На рисунке 1 показан график, характеризующий условия, необходимые для сваривания чистого технического железа. Качественная сварка может осуществляться только при давлениях и температурах, расположенных выше кривой АБ. Точка Б соответствует температуре плавления железа. Вправо от этой точки железо сваривается в расплавленном состоянии без давления, влево – при нагревании до пластического состояния, но с применением соответствующего давления, которое тем выше, чем ниже температура нагрева. Точка А соответствует ограниченной свариваемости железа, так как лежит в области температур ниже 900℃ и требует применения высокого удельного давления сжатия.
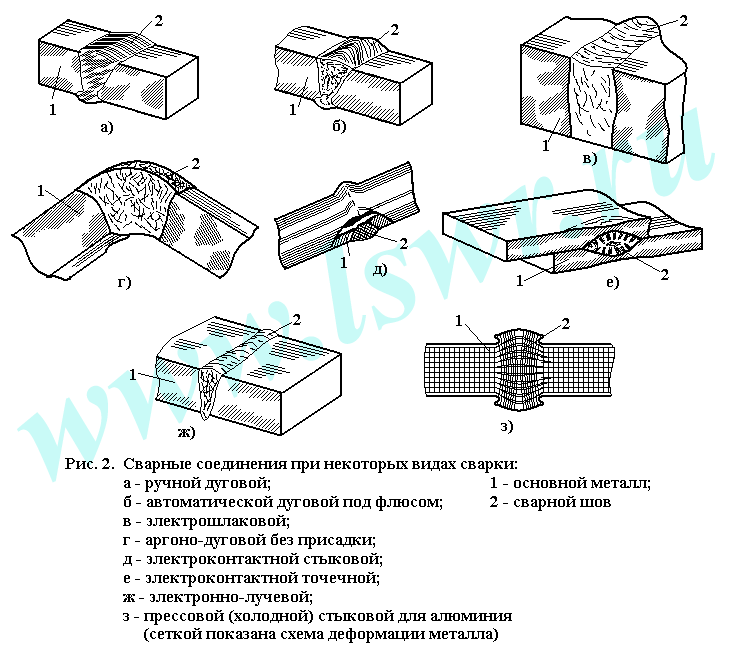
Без подогрева (в холодном состоянии) можно сваривать только очень пластичные металлы, например алюминий, медь, свинец, при условии применения высоких удельных давлений сжатия. На рисунке 2 показаны сварные соединения, получаемые при некоторых способах сварки.
Классификация сварочных процессов
В зависимости от условий, при которых осуществляется сваривание частиц металла, все существующие сварочные процессы можно разделить на две основные группы
- способы сварки пластическим деформированием с применением осадочного давления
- способы сварки плавлением
В первом случае соединение обеспечивается путем совместной пластической деформации (осадки) металла свариваемых частей в месте их соприкосновения, осуществляемой приложением внешнего усилия (давления). При сварке давлением металл, как правило, находиться в твердом состоянии. В зависимости от процесса сварка давлением может осуществляться без предварительного подогрева или с незначительным нагревом, не изменяющим механические свойства металла (например, «холодная» сварка, сварка ультразвуком, сварка взрывом) или с предварительным подогревом (электрическая контактная, термитная).
Во втором случае соединение деталей происходит при расплавлении металла свариваемых частей в месте их соприкосновения, с добавлением или без добавления присадочного металла. Расплавленный металл (основной и присадочный) самопроизвольно сливается, образуя общую сварочную ванну, в которой атомы жидкого металла вступают в прочное соединение друг с другом и после затвердевания металла образуют сварной шов. Взаимному сцеплению атомов способствует их большая подвижность при высоких температурах сварочной ванны.
В современной классификации сварки различают
- вид
- способ
- метод сварки
Вид сварки – объединяет группу сварочных процессов, в которых используется один и тот же источник теплоты для нагрева и расплавления металла. Так, например, в группе сварки давлением различают следующие виды сварки – электрическую контактную (сопротивлением), газопрессовую, кузнечную и т.д. В группе сварки плавлением – газовую, электродуговую, шлаковую и др.
Способ сварки – объединяет варианты данного вида сварки, отличающиеся друг от друга принципиальными изменениями условий ведения процессов. Так, например, при электрической сварке давлением применяют следующие способы сварки – стыковой, точечный, шовный. При электрической дуговой сварке плавлением используется также различные способы, а именно:
- по свойствам электродов – плавящимся (металлическим) или неплавящимся (угольным, вольфрамовым) электродом;
- по степени механизации – ручная, полуавтоматическая и автоматическая;
- по роду защиты дуги от окружающего воздуха – электродами с тонкими (стабилизирующими) покрытиями, электродами с толстыми (качественными) покрытиями, под флюсом, в защитных газах, с комбинированной защитой (покрытие и защитный газ), в контролируемой атмосфере и в вакууме;
- по виду дуги – свободно горящей и сжатой (плазменной), прямого и косвенного действия.
Метод сварки – означает разновидность данного способа сварки, отличающуюся непринципиальными изменениями процесса, например, при дуговой сварке – числом электродов.
Существующие сварочные процессы иногда классифицируют также по видам используемой энергии. В этом случае различают следующие виды сварки – прессовую («холодную») сварку (только осадочным давлением), механическую (трением), химическую (газовая, термитная, взрывом) и электрическую (дуговая, электрошлаковая, контактная, плазменной дугой, электронным лучом).
К электрической условно можно отнести сварку ультразвуком и лазерную, при которых электрическая энергия через специальные устройства преобразуется в тепловую, используемую для нагрева металла при сварке.
При плазменной сварке (сжатой дугой) используется не только тепло столба дуги, но и дополнительное тепло, выделяющееся при превращении (рекомендации) ионов газового столба дуги в атомы и молекулы в момент соприкосновения их со свариваемым металлом.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.