Электронно-лучевая сварка
При этом способе наплавление основного металла осуществляется электронами, движущимися в вакууме со скоростью до 165 000 км/сек. При ударе электронов о поверхность металла энергия их движения (кинетическая энергия) превращается в теплоту, которая плавит металл. Сварка производиться в камере, в которой создан вакуум путем откачки воздуха до остаточного давления 1×10-4 - 1×10-6 мм.рт.ст. Вакуум необходим для того, чтобы энергия электронов не расходовалась на ионизацию газа в камере и для получения металла шва без газовых включений.
Схема электронно-лучевой сварки показана на рисунке 8. Свариваемая деталь 6 через загрузочный люк помещается в вакуумную камеру 10, имеющую стеклянное окно 9 для наблюдения за процессом сварки и патрубок 8, через который из камеры вакуум-насосом откачивается воздух. Подвижный стол 7 служит для перемещения детали 6 относительно сварочного электронного луча. Над камерой расположено устройство 12, называемое электронной пушкой, создающей электронный луч. Электроны испускаются катодом 1 электронной пушки, нагреваемым через вольфрамовую спираль током накала 30-100 мА, поступающим от низковольтного трансформатора 13.
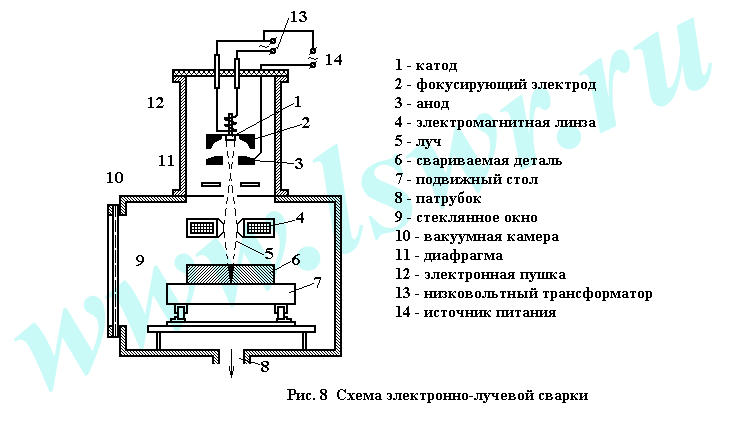
В установках малой мощности катодом является вольфрамовая или танталовая спираль, а при большей мощности - применяют металлокерамические катоды, изготовленные из гексаборида лантана (LaB6), которые способны излучать много электронов. Катод окружен фокусирующим электродом 2, создающим электронное облако. На расстоянии 3-10 мм от катода установлен анод 3, включенный в цепь выпрямленного тока напряжения от 10 до 60 кВ, поступающего от источника питания 14. это напряжение ускоряет электроны и увеличивает их количество. Электромагнитная линза 4 служит для фокусировки луча 5, прошедшего через диафрагму 11. в электронной пушке предусмотрены также электромагнитные катушка для регулировки настройки (юстировки) и отклонения электронного луча (на схеме не показаны).
Для сварки крупных деталей строят вакуумные камеры диаметром до 1,2 м и длинной до 8,5 м. Современные сварочные установки позволяют сваривать металл от 0,013 до 70 мм толщиной.
Электронно-лучевую сварку применяют при сварке жаропрочных и высокопрочных сталей и сплавов на основе титана и алюминия, сварки молибдена, тантала, ниобия, вольфрама, циркония, никеля, бериллия, меди, алюминия и др.
Для точной обработки и сварки миниатюрных деталей используют высоковольтные электронные пушки с ускоряющим напряжением до 150 кВ, токе пучка от 0,3 до 20 мА, дающие на изделие очень тонкий пучок диаметром от 0,01 до 0,1 мм. При этом обеспечивается высокая удельная мощность в пятне на изделии, достигающая 2000 кВт/мм2. Работа на высоковольтных установках требует особой защиты персонала от радиоизлучения.
Электронно-лучевая сварка используется в авиа- и ракетостроении, ядерной энергетики, радиоэлектроники, точном машиностроении и приборостроении.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.