Термитная сварка
Термитом называется смесь, состоящая из порошкообразного алюминия (20-25 %) и железной окалины (75-80 %). Эта смесь вспламеняется при 1300-1360 ℃, развивая во время горения температуру 2600-2700 ℃. В зависимости от содержания кислорода в окалине теплота реакции сгорания термита составляет от 575 до 850 ккал/кг. Для сварки применяют термит с теплотой реакции не ниже 720 ккал/кг.
В результате реакции окисления алюминия кислородом окалины образуется жидкая сталь и шлаки, в основном состоящие из окиси алюминия. Жидким термитным металлом заливают свариваемый стык, а шлаки удаляют.
Для увеличения выхода жидкого металла и снижения расхода термита в него вводят до 50 % стальных обсечек от гвоздей или стружки, что удешевляет сварку. Для повышения механических свойств термитного металла в термит добавляют до 4 % ферросплавов (ферромарганца и ферросилиция) и до 0,3 % графита.
Термитная сварка применяется при сварке стыков рельсов трамвайных и железнодорожных путей, а также стержней и валов сечением до 2000 см 2. Схема термитной сварки показана на рисунке 11. Свариваемые концы рельсов (рисунок 11, а) помещают в разъемную огнеупорную форму 4, подогревают бензинокислородной или пропанокислородной горелкой до 900-950 ℃ и заливают жидким термитным металлом из тигля 1, в который засыпана термитная смесь 2. После воспламенения в тигле термита реакция его сгорания продолжается всего 11-15 сек. Зажигание производиться специальной смесью из порошка окиси бария или стержнями («термитная спичками») из магниевого термита. Между рельсами 3 вставляется стальная пластинка, которая вместе с концами рельса разогревается и приваривается к ним под действием усилия сжатия, создаваемого прессом. Такой способ сварки называется комбинированным, он требует достаточно сложной подготовки. В настоящее время более широко используется способ промежуточного литья (рисунок 11, б). В этом случае рельсы собирают с зазором 12-18 мм и заливают жидким термитным металлом без последующего сжатия. Так как прочность литого термитного металла меньше, чем свариваемого прокатного, то для получения сварного соединения, равнопрочного свариваемому стержню, вокруг стыка образуют усиление (облив).
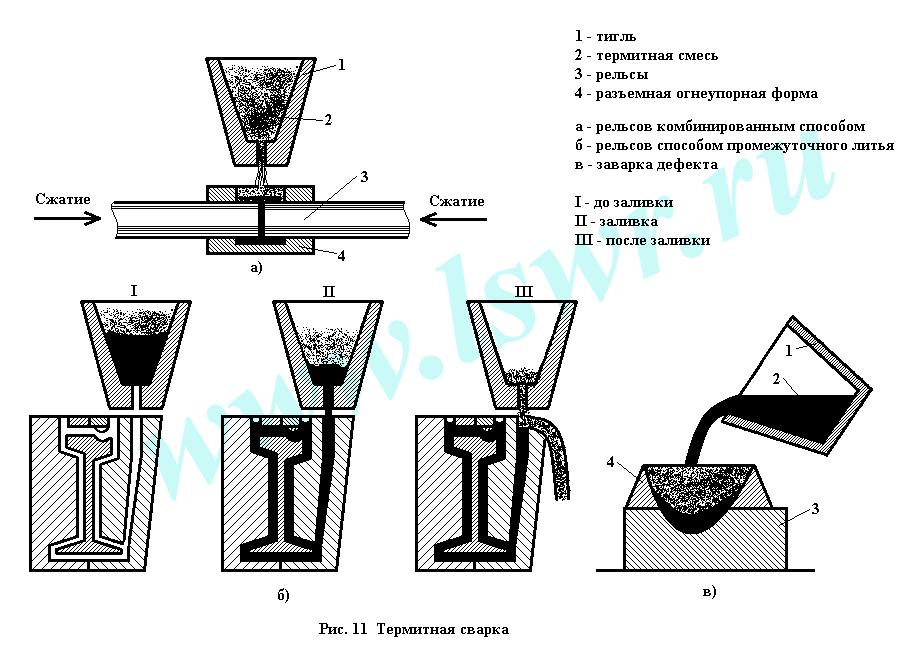
На рисунке 11, в показано использование термита для заварки поверхностных дефектов деталей. Вокруг дефекта на детали 3 делается форма 4 из огнеупорной глины. Дефект заливают расплавленным термитом 2 из тигля 1. Для сварки проводов применяют патроны из магнитного термита.
Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа», М., 1975.
А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ», 1999.